
Procesos > ► Defectos de inyección > ► Defectos de moldeo
Línea de Plata
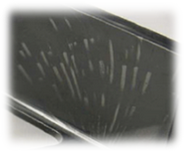 Este es un fenómeno en el cual corren líneas blancas sobre la superficie del producto moldeado, a lo largo del flujo en la entrada. Este defecto ocurre de la evaporación de material volátil que contiene la mezcla de plástico. La razón de que aparezca como una línea de plata se describe abajo. En el calentamiento del cilindro de la máquina de moldeo por inyección, el material volátil en el plástico está disuelto o condensado en forma líquida por presión; y después de que el plástico deja la boquilla de la máquina de moldeo por inyección, este material volátil puede ser gas contenido en forma de pequeñas burbujas y se marcan sobre la superficie del producto moldeado. Por lo tanto, las líneas de plata ocurren en casos cuando se hace una mezcla de plásticos o cuando ocurre una descomposición de un plástico de las condiciones de moldeo por inyección. Este defecto puede ser evitado cuando se previene este fenómeno. Las líneas de plata que se presentan en algunos plásticos tales como ABS principalmente se deben a las condiciones donde es almacenado o al presecado que se le da.
Este es un fenómeno en el cual corren líneas blancas sobre la superficie del producto moldeado, a lo largo del flujo en la entrada. Este defecto ocurre de la evaporación de material volátil que contiene la mezcla de plástico. La razón de que aparezca como una línea de plata se describe abajo. En el calentamiento del cilindro de la máquina de moldeo por inyección, el material volátil en el plástico está disuelto o condensado en forma líquida por presión; y después de que el plástico deja la boquilla de la máquina de moldeo por inyección, este material volátil puede ser gas contenido en forma de pequeñas burbujas y se marcan sobre la superficie del producto moldeado. Por lo tanto, las líneas de plata ocurren en casos cuando se hace una mezcla de plásticos o cuando ocurre una descomposición de un plástico de las condiciones de moldeo por inyección. Este defecto puede ser evitado cuando se previene este fenómeno. Las líneas de plata que se presentan en algunos plásticos tales como ABS principalmente se deben a las condiciones donde es almacenado o al presecado que se le da. La aparición de marcas plateadas se debe generalmente al inicio rápido de la inyección, de modo que el aire en la masa fundida y la cavidad del molde no se puede descargar lo suficientemente rápido donde la pinza de aire se mezcla en la masa fundida. Esto da como resultado la aparición de filamentos de plata en la superficie plástica. Las marcas plateadas no solo afectan la apariencia de las piezas de plástico, sino que también reducen la resistencia mecánica de las mismas. La formación de marcas de plata se debe principalmente a los gases en la superficie fundida de la parte plástica. Al encontrar la fuente de estos gases, podemos descubrir los métodos para resolver los defectos. Las causas y métodos correspondientes son los siguientes:
La aparición de marcas plateadas se debe generalmente al inicio rápido de la inyección, de modo que el aire en la masa fundida y la cavidad del molde no se puede descargar lo suficientemente rápido donde la pinza de aire se mezcla en la masa fundida. Esto da como resultado la aparición de filamentos de plata en la superficie plástica. Las marcas plateadas no solo afectan la apariencia de las piezas de plástico, sino que también reducen la resistencia mecánica de las mismas. La formación de marcas de plata se debe principalmente a los gases en la superficie fundida de la parte plástica. Al encontrar la fuente de estos gases, podemos descubrir los métodos para resolver los defectos. Las causas y métodos correspondientes son los siguientes:- El plástico en sí contiene agua o aceite
La exposición al aire durante la fabricación de plásticos, así como la inhalación de agua, aceite o mezclas en la proporción incorrecta, hace que estas sustancias volátiles se conviertan en gases a altas temperaturas en la solución.
- La fusión se descompone por calor
Si la temperatura del tubo de fusión, la contrapresión y la velocidad de fusión se establecen demasiado altas, o el ciclo de formación es demasiado largo, los plásticos sensibles al calor (como PVC y PC, etc.) se descomponen fácilmente en gas a altas temperaturas.
- Aire
Si la temperatura del barril de fusión cerca de la tolva se ajusta a una temperatura tan alta que la superficie de las partículas de plástico se derrite y se pega antes de la compresión, el aire entre las partículas de plástico no se puede excluir por completo (mala desgasificación).
- Mala plastificación por fusión
Por esta razón, la temperatura del barril debe aumentarse y el ciclo de moldeo debe alargarse. El puerto de inyección de calefacción interna debe usarse tanto como sea posible. El pozo de enfriamiento y el canal de flujo también podrían aumentarse.

